


1.結構原理不同
兩種機型的設計原理不同,導致折彎滑塊兩邊保證同步的結構不同。扭軸折彎機是采用扭力軸鏈接左右擺桿,形成扭力軸強迫同步機構對兩側油缸上下運動,所以扭軸同步折彎機是機械式強制同步方式,同時滑塊的平行度無法自動檢查自動調解。
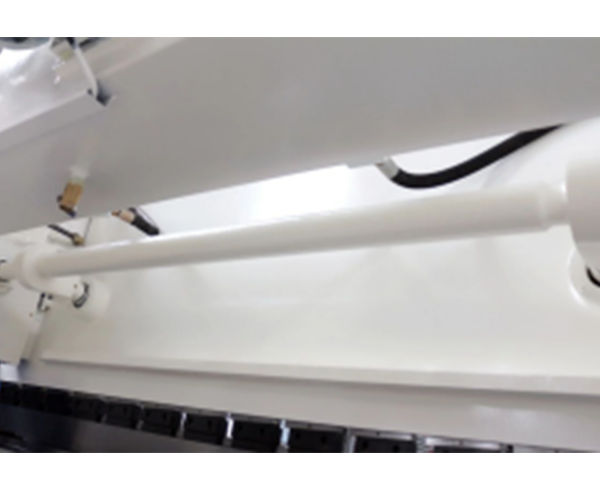
電液同步折彎機則是在滑塊和墻板上安裝磁(光)柵尺,數控系統可以通過磁(光)柵尺隨時反饋的信息分析滑塊兩邊的同步情況,如果出現誤差,數控系統會通過比例電液伺服閥進行調整,使滑塊兩側行程同步。數控系統,液壓控制閥組,磁柵尺構成了電液同步折彎機的反饋閉環控制。
| 扭軸折彎機所配扭力軸 | 電液折彎機所配光柵尺 |
 |
 |
2.工件精度
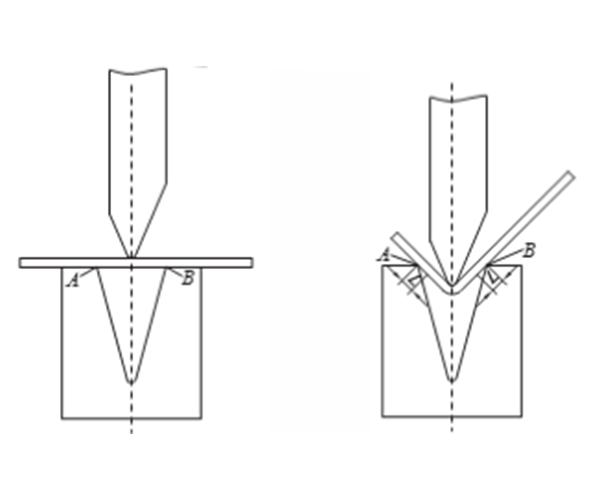
滑塊平行度決定工件的角度,扭軸同步折彎機是機械保持滑塊同步,沒有實時的誤差反饋,機械本身不能做出自動調解。另外它的偏載荷能力差(扭軸同步折彎機是通過扭力軸強迫同步機構對兩側油缸上下運動,如果長期偏載,會導致扭力軸變形)
電液同步折彎機是系統通過比例電液閥組控制滑塊同步,磁(光)柵尺實時的誤差反饋,如果出現誤差磁(光)柵尺反饋后系統通過比例閥進行調整,保持滑塊的同步,提升了加工精度。
| 折彎過程 |
 |
3.運行速度
機器工作中有兩點決定它的運行速度:(1)滑塊速度,(2)后擋料速度、(3)折彎步驟
扭軸同步折彎機選用的是6:1或8:1的油缸,速度慢,而電液同步折彎機選用的是13:1或15:1的油缸,速度快。所以電液同步折彎機的快下速度和回程速度遠遠高于扭轉同步折彎機。
| 機器 | 選用油缸 | 快慢轉換 | 快下和回程速度 | 后檔料運行速度 |
| 扭轉折彎機 | 6:1或8:1 | 不流暢 | 80mm/s | 100mm/s |
| 電液折彎機 | 13:1或15:1 | 流暢 | 200mm/s | 400mm/s |
4.實際操作
扭軸同步數控折彎機因為沒有配置控制系統,更沒有V軸補償,所以在根據圖紙加工時,只能依靠老工人的經驗來放樣先做試折。如果不達標還要繼續試,這個過程不僅產生廢料,而且招操作工人時選擇范圍小同時工資高。
電液同步折彎機,是通過專業數控系統控制,有V軸補償,操作簡單,對工人經驗要求低。有模擬折彎功能,不需要放樣,只需要更正圖紙輸入步驟尺寸,直接進行折彎。

扭軸折彎機選配的手動補償系統(右上)和電液折彎機的電動軸補償(左下)
5.機械強度
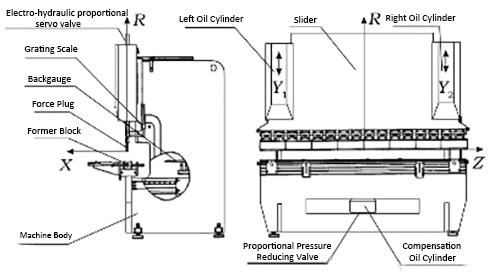
因為本身設計的原因,導致扭轉同步折彎機不能偏載折彎,如果長期偏載折彎會導致扭力軸變形。電液同步數控折彎機不存在這樣的問題,左右兩邊的Y1、Y2軸是獨立運行,所以可以偏載折。
| 扭軸折彎機的扭力軸 | 電液折彎機原理圖 |
 |
 |
6.數控軸
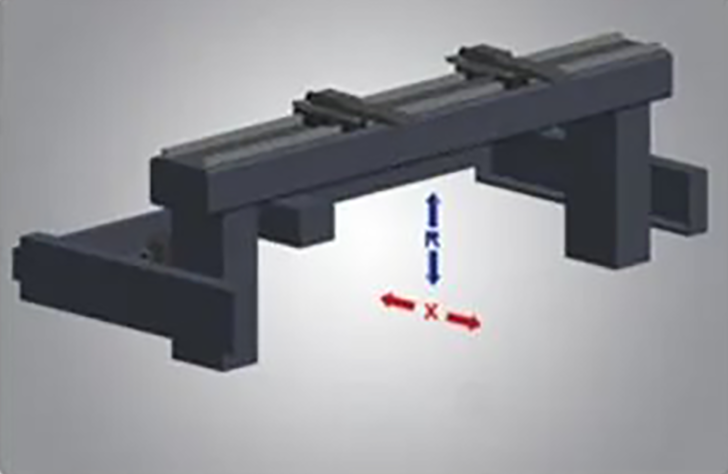
扭軸折彎機控制軸數越多效果越差,一般只控制X軸和Y軸。電液折彎機不受軸數的范圍控制,最少是3+1軸,即自動化程序設計可以達到高要求,如4+1軸、5+1軸、6+1軸、7+1軸、 8+1軸等等。多軸聯動加工,工件在一臺折彎機上一次裝夾后,可進行自動換刀、旋轉主軸頭、旋轉工作臺等操作,完成多工序、多表面的復合加工,不僅光潔度高,而且效率也大幅度提高。
| 常用于電液折彎機的多軸選擇 | |
 |
 |
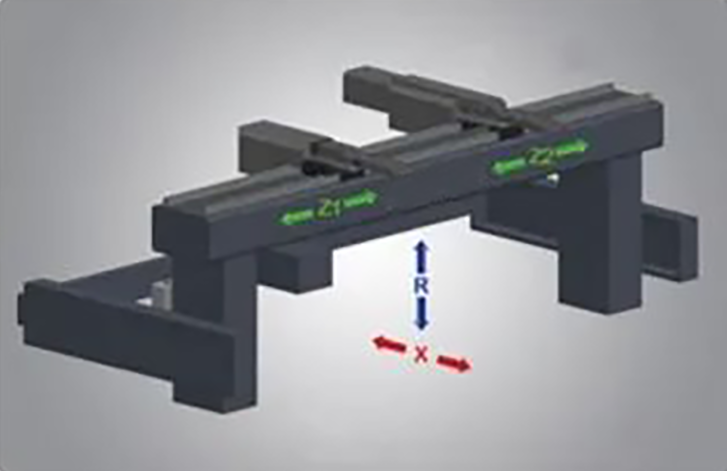 |
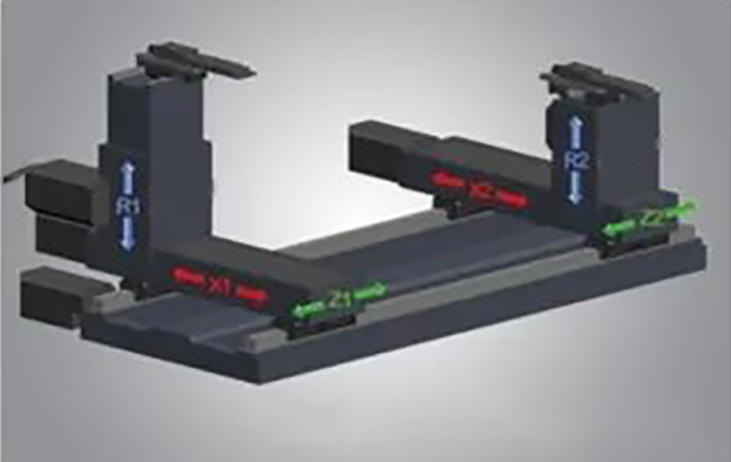 |
扭轉折彎機和電液折彎機的選購推薦
| 描述/機器 | 扭軸折彎機 | 電液折彎機 |
| 精度 | 對工件精度沒有過高要求 | 對工件精度要求高,注重細節 |
| 產量 | 工件需求量小,對工作效率要求不高 | 工件需求量大,對工作效率要求較高 |
| 操作 | 需人工操作情況較多,略有不便 | 智能數控,功能產全,使用方便 |
| 適用公司 | 新公司,初期以摸索嘗試為主 | 大規模老品牌,產量與質量并重 |
| 價格 | 價格較低,部分配件需另配 | 價格偏高,但功能齊全質量好,總體來看性價比更高 |
上海鞍提仕機械設備有限公司提供各種折彎機,可以支持定制化服務,如有需要可以咨詢我公司技術人員。
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。