

無心磨床的磨削問題有以下幾點:
1、無心磨床工件圓度超差砂輪不鋒利, 應掌握工件的特點及精度變化規律及時修整砂輪。
2、無心磨床工件圓度超差, 導輪未修圓或工作時間過久而失圓,注意及時修整。
3、無心磨床工件呈棱圓,砂輪與導輪的不平衡度過大,重新平衡砂輪及導輪。
4、無心磨床 工件直線度超差,切入磨削時砂輪太軟,選擇較硬一些的砂輪,注意及時修整,減少切入進給量,增加光磨次數。
5、無心磨床工件圓柱度超差修整不良,根據工件錐度方向調整好修整器位置,重新修整砂輪。
6、 無心磨床工件圓柱度超差,在切入磨削時砂輪硬度太低,選擇較硬一點的砂輪,注意及時修整,減少切入進給量,增加光磨次數。
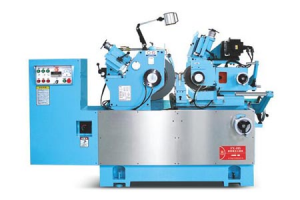
FX-12S無心磨床磨削問題解決方案
7、無心磨床工件圓柱度超差,砂輪和導輪已磨損,失去原來的正確形狀。及時修整砂輪和導輪,保證正確形狀。
8、無心磨床工件表面有振動痕跡,砂輪或導輪不平衡,平衡砂輪或導輪
9、無心磨床工件表面有振動痕跡,砂輪硬度太高或已用鈍,根據工件材質特點正確選擇砂輪硬度,及時修整砂輪。
10、無心磨床工件表面有振動痕跡,砂輪粒度太細,應根據工件特點及磨削要求按磨具特性及其選擇規則正確選用砂輪。
11、無心磨床工件表面有振動痕跡,砂輪修整得太粗糙或太光,根據磨削要求選擇正確的修整方法及用量。
12、無心磨床工件表面燒傷,砂輪修整得太細或用鈍,根據磨削要求選擇正確的修整方法及用量。
13、無心磨床工件表面燒傷,砂輪硬度太高,應根據工件特點及磨削要求按磨具特性及其選擇規則正確選用砂輪。
14、無心磨床工件表面粗糙度數值超差,砂輪粒度太粗,應根據工件特點及磨削要求按磨具特性及其選擇規則正確選用砂輪。
15、無心磨床工件表面粗糙度數值超差,砂輪修整太粗,根據磨削要求選擇正確的修整方法及用量。
16、無心磨床工件表面粗糙度數值超差,砂輪硬度太軟,應根據工件特點及磨削要求按磨具特性及其選擇規則正確選用砂輪。
17、無心磨工件尺寸分散,剛修整的砂輪不鋒利,金剛石已磨損,金剛石應及時換向或更換新的。
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。