

中走絲線切割
鋸床
銑床
磨床
車床
鉆孔機
電火花線切割機
等離子激光切割機
刨插床
金屬成型設備



技術參數:
| 模型 | DK7732C | DK7740C | DK7750C |
| 床身鑄造 | 精密鑄造,高溫退火,機械精度恒定 | ||
| 工作臺設計 | 全支撐設計,XY軸支撐導軌間距大,穩定性好,承載能力強 | ||
| 控制系統 | 高頻/加元 | 高頻/加元 | 高頻/加元 |
| 機床指南 | 直線導軌 | 直線導軌 | 直線導軌 |
| 工作臺尺寸 | 400*670 毫米 | 490*800 毫米 | 700*1000 毫米 |
| X軸行程(mm) | 320 | 400 | 500 |
| Y軸行程(mm) | 400 | 550 | 630 |
| Z軸行程(mm) | 230 | 280 | 320 |
| UV軸行程(mm) | 30*30 | 30*30 | 30*30 |
| 標準切削坡度 | ±6°/80mm | ±6°/80mm | ±6°/80mm |
| 鉬絲直徑 | 0.18 毫米 | 0.18mm | 0.18mm |
| 多切精度(mm) | ≤±0.005(10mm*10mm圓) | ≤±0.005(10mm*10mm圓) | ≤±0.005(10mm*10mm圓) |
| 定位精度(mm) | ≤±0.003/300 | ≤±0.003/300 | ≤±0.003/300 |
| 重復定位精度(mm) | ≤±0.003 | ≤±0.003 | ≤±0.003 |
| 最佳表面粗糙度 (mm) | Ra≤1.0( SKD11 或 Cr12,HRC58 ) | Ra≤1.0( SKD11 或 Cr12,HRC58 ) | Ra≤1.0( SKD11 或 Cr12,HRC58 ) |
| 床尺寸(長*寬*高) | 1470*800*1830mm | 1750*1000*1880mm | 1750*1000*1880mm |
| 控制柜尺寸(長*寬*高) | 660*600*1650mm | 660*600*1650mm | 660*600*1650mm |
| 罐體尺寸(長*寬*高) | 900*620*480mm | 900*620*480mm | 900*620*480mm |
| 工作液容量 | 60L | 60L | 60L |
| 整機重量 | 1500公斤 | 2100公斤 | 2100公斤 |
| X、Y軸垂直度 | ≤±0.001(320*400) | ≤±0.001(400*550) | ≤±0.001(400*550) |
| 最大工作重量 | 400公斤 | 600公斤 | 1000公斤 |
| 工作液 | 水基切削液 | 水基切削液 | 水基切削液 |
| 機床功耗 | 2.0千瓦 | 2.0千瓦 | 2.0千瓦 |
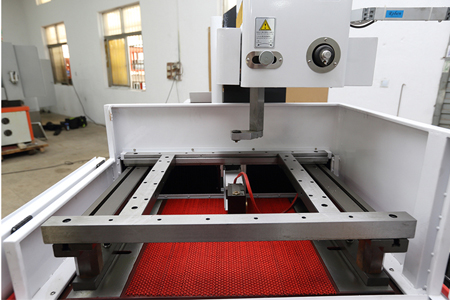
產品詳情
線切割是以連續運動的鉬絲(稱電極絲)為電極,對工件進行脈沖火花放電,去除金屬并切割成型。被加工工件的質量介于快線和慢線之間,故稱中線。準確的說:中線是快線的升級產品。可以理解為:可以多次切割的快絲,但是它的切割速度并不比快絲慢,而是比快絲高。只有在多次切割的過程中,降低切割速度才能達到切割效果。此時計算的是平均效率,不是最高效率,處理質量也趨于走慢。
線切割機床具有多種切割功能。在加工過程中,控制系統會根據編程流程自動調整加工參數(高頻脈沖寬度、脈沖間隔、功率管數量和線切割速度),同時進行加工。處理參數可以手動更改和適當調整。
中行程線切割機有走三退二的加工方式。這種加工方式是目前市場上大部分中走線所采用的加工方式。這種加工方式的原理是自動反轉走線方向,三秒后向相反方向行進。兩秒鐘確保鉬絲逐漸向前移動。
中線切割機采用單邊放電加工方式。單邊放電加工工藝是:鉬絲沿一個方向放電,反方向后不放電。這種加工方法優于三步和兩步加工的零件。,因為它只朝一個方向放電,不會造成鉬絲的痕跡。
送絲機主要用于加工各種復雜、精密的小型工件,如模具的沖頭、凹模等。它是在電火花穿孔成型的基礎上發展起來的。它不僅發展了電火花加工的應用,而且在某些方面取代了電火花加工穿孔和成型。線切割機床已占電火花機的一半以上。
特征
1、主機采用優質HT250樹脂砂,經多次回火處理,消除內應力,長期保持機床精度不變。
2、雙向恒張力線結構,長時間加工無需人工緊線,使加工工件的精度和表面質量得到有力保證。
線筒運動軸承采用全進口精密軸承,使用壽命更長。導輪采用專用高精度導輪,全部采用進口軸承,大大增加了使用壽命。
3、采用緩動水箱過濾裝置、專用水基切削液及多層過濾系統。自吸泵具有更好的性能和更長的使用壽命,為加工表面的高精度和粗糙度奠定了基礎。
4、一站式自動集中供油裝置,使X、Y導軌、絲桿、絲桿油缸導軌、絲桿全部潤滑,確保機床使用壽命。
5、采用工業PC機組成中線切割一體化編程控制系統。結合工藝數據庫,系統可以提供最佳的加工條件,實現高速加工、質量保證和簡化操作。該系統是一個完整的線切割解決方案。AutoCut系統由AutoCut系統軟件、基于PCI總線的高可靠性運動控制卡、伺服驅動控制主板、交流高頻放電板和采樣電路組成。AutoCut系統軟件包括AutoCAD線切割模塊、NCCAD(含線切割模塊)、CAXA的AutoCut插件和機床控制軟件。
6、為保證每臺中間送絲機的精度,采用英國雷尼紹激光干涉儀對設備的定位精度和重復精度進行校核。送絲系統采用高配置導輪和送絲嘴,合理的布局徹底解決了單邊散絲現象,使加工表面達到均勻的粗糙度。
標準設備
精密滾珠導軌
工作臺滾珠絲桿(材質GCr15)
絞盤
滾珠絲桿軸承D246205/P5(成對供應)
鋼絲軸承D246202/P5,導輪軸承D24/P5
變頻器
交流接觸器3TB4044-9A110V
中間繼電器3TH8262 110V 50HZ
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在1小時內回復您,請注意查收您的電子郵件。