


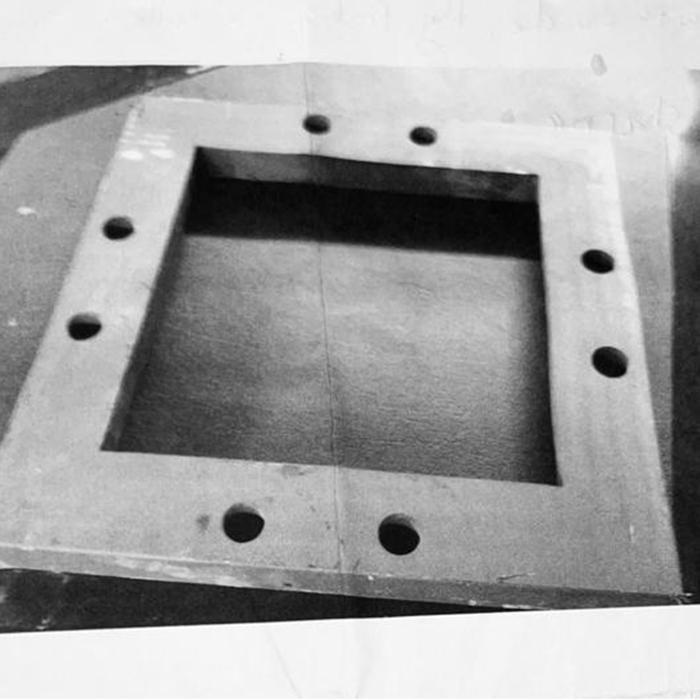
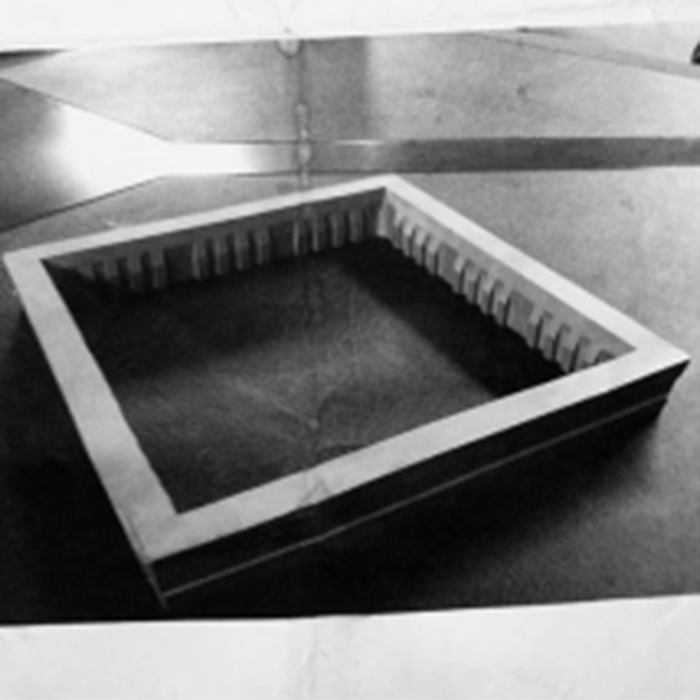
近日,一位來自沙特阿拉伯的客戶需要購買線切割加工車間沖壓模具,客戶的工件尺寸在205×205mm,需要我們的線切割切割后全焊接處理,加工效率:每天完整加工3套模具。另外內(nèi)膛不規(guī)則的地方有一個5°的切割錐度需要處理。最佳表面粗糙度要到達(dá)0.8um.
綜合客戶要求,鞍提仕工程師成功為客戶匹配了一臺中走絲-400GS3,X,Y,Z軸的行程為:400*320*260mm.工作臺最大承重為400kg. 采用先進(jìn)的數(shù)控系統(tǒng),錐度加工時可以進(jìn)行三維跟蹤顯示,可以進(jìn)行一次切割也可以進(jìn)行多次切割,提高就加工速度和加工的光潔度。
 |
 |
400GS3 采用的是 C 字形結(jié)構(gòu),結(jié)構(gòu)穩(wěn)定,精度保持性更好。機(jī)床的各個運動部件采用的是點對點的加油模式,確保運動部件的油路暢通。400GS3的直線導(dǎo)軌和滾珠絲桿采用的是臺灣上銀品牌,另外與交流伺服電機(jī)直連,精度更好。X/Y軸交流伺服驅(qū)動控制。 該款設(shè)備采用AutoCut 系統(tǒng),支持圖形驅(qū)動自動編程,用戶無需接觸代碼,只需要對加工圖形設(shè)置加工工藝,便可進(jìn)行加工。
以下是400GS3的基本參數(shù):
| 基本參數(shù) | 單位 | 400GS3 |
| X,Y,Z 軸行程 | mm | 400*320*260 |
| X/Y 定位精度 | mm | 0.01 |
| 最佳表面粗糙度 | um | Ra=0.6 |
| 工作臺最大承重 | kg | 400 |
| 最大切割錐度/工件厚度 | / | ±6°/80 |
鞍提仕工程師向您簡單介紹400GS3加工沖壓模具的流程:
1.材料準(zhǔn)備與定位
工件需為導(dǎo)電材料(模具鋼);
將工件夾裝在中走絲工作臺上,通常居中裝夾。
2.加工執(zhí)行(非常關(guān)鍵)
主切割(粗加工)
高速地將模具輪廓內(nèi)部的材料切掉,留出余量。
多次切割(精修)
主要目的是提高尺寸精度和表面光潔度。
第一次修切是切除主切割留下的部分余量和變質(zhì)層。參數(shù)比主切割更精細(xì)。
第二次修切是進(jìn)一步減小偏移量和能量,主要目的是提高表面質(zhì)量。
3. 加工后處理
檢驗
尺寸檢驗:使用投影儀,三坐標(biāo)測量機(jī)或卡尺,千分尺等工具,檢測關(guān)鍵尺寸是否合適。
表面質(zhì)量檢測:觀察切割面是否有燒傷,短線痕跡等缺陷。
4.組裝
將加工好的凸模,凹模等零件和模具其他組件進(jìn)行組裝,完成整套沖壓模具的制造。
如果有任何疑問,請通過我們的網(wǎng)站信息聯(lián)系到上海鞍提仕機(jī)械設(shè)備有限公司。工程師會給你匹配高效的機(jī)床和專業(yè)的服務(wù)。
關(guān)鍵詞:精密加工,中走絲加工,中走絲加工沖壓模具
獲取所需的產(chǎn)品報價
給出詳細(xì)的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內(nèi)回復(fù)您,請注意查收您的電子郵件。