

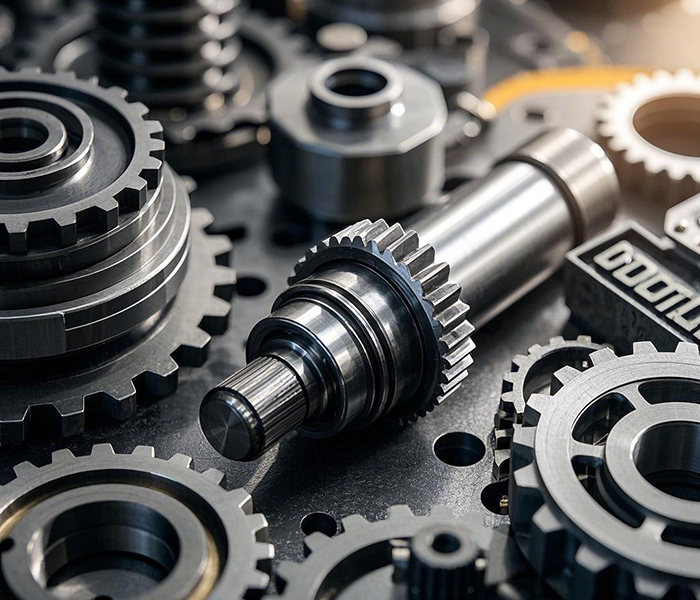
花鍵軸是機械傳動的一種,在軸的外表有縱向的鍵槽,套在軸上的旋轉件也有對應的鍵槽,可保持跟軸同步旋轉,同時有的還能在軸上作縱向滑動。
主要用于傳遞機械扭矩,和平鍵、半圓鍵、斜鍵作用相同,但相比之下,花鍵軸能夠傳遞更大的扭矩,且具有更好的定心精度和導向性。
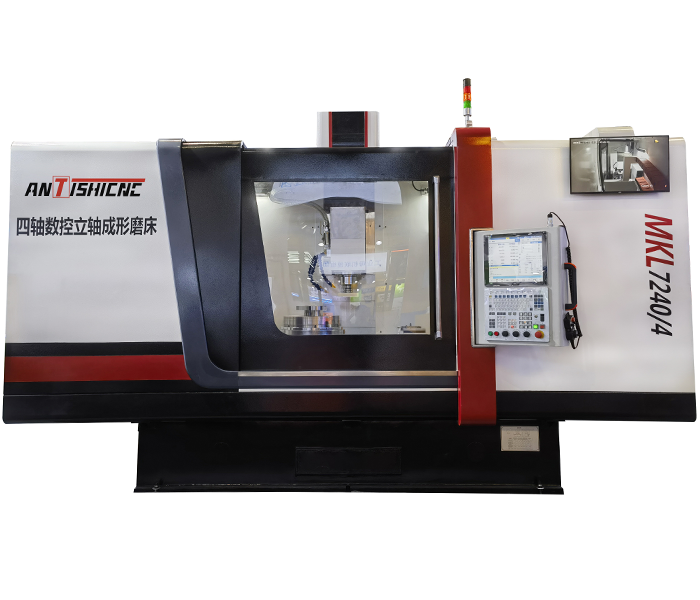
近日,上海鞍提仕機械設備有限公司成功接待了一位來自烏克蘭的石油開發商。想用它來處理工廠生產油氣田設備、石油產品儲罐、市政專用機械和其他設備的細節。根據客戶的2維和3維的圖紙,匹配了一款四軸立式數控磨床—MKL7240/4.
本機床為四軸數控立軸成形磨床,適用于圓形工件的外圓及內孔磨削、圓環形工件磨削、凸緣形工件外圓及內孔磨削以及內外圓成形磨削等。
以下是MKL7240/4 4軸立式數控磨床的基本參數:
| 基本參數 | 單位 | MKL7240/4 |
| 工作臺面尺寸(寬*長) | mm | 40*1000 |
| 最大磨削工件最大尺寸(外圓直徑*高度) | mm | 40*1000 |
| 工作臺縱向最大行程 | mm | 1050 |
| 工作臺縱向移動速度 | m/min | 0.02 ~ 15 |
| 工作臺最大承載重量(含工裝夾具等) | kg | 780 |
| 主軸電機功率 | kw | 15 |
接下來由鞍提仕工程師向您詳細介紹四軸立式數控磨床加工花鍵軸的大致流程:
1.加工前準備
圖紙分析與工藝制定:仔細研讀花鍵軸的設計圖紙,明確花鍵的類型、精度要求以及表面質量要求等。根據圖紙要求,結合機床的性能和加工特點,制定合理的加工工藝,確定磨削方式(如粗磨、半精磨、精磨等)、磨削參數(磨削速度、進給速度、磨削深度等)以及加工順序等。
工件裝夾與定位:選擇合適的夾具,如頂尖、卡盤等,將待加工的花鍵軸毛坯裝夾在數控磨床的工作臺上。通過找正等操作,確保花鍵軸的軸線與機床的C軸(旋轉軸)重合,并且工件的位置準確無誤,以保證加工精度。
砂輪選擇與安裝:根據花鍵軸的材料、硬度以及加工要求,選擇合適的砂輪。例如,對于硬度較高的材料,可選用粒度較細、硬度較高的砂輪;對于精度要求高的花鍵軸,可選用修整性能好的砂輪。將選好的砂輪正確安裝在磨床的主軸上,并進行必要的平衡調試,以減少磨削過程中的振動。
機床參數設置:在數控系統中輸入工件的相關參數,如花鍵的齒數、模數、壓力角、大徑、小徑等,以及磨削工藝參數,如各階段的磨削深度、進給速度、砂輪轉速等。同時,設置機床的坐標系,確定工件零點等。
2.加工過程
粗磨:啟動磨床,砂輪以設定的轉速旋轉,工作臺帶動工件按照編程路徑進行運動。砂輪首先對花鍵軸的外圓表面進行粗磨,去除大部分余量,接近花鍵的最終尺寸,但要留出一定的余量用于半精磨和精磨。粗磨時,磨削深度較大,進給速度相對較快,以提高加工效率。
半精磨:粗磨完成后,進行半精磨。此時,磨削深度和進給速度適當減小,進一步提高花鍵軸的尺寸精度和表面質量,為精磨做好準備。在半精磨過程中,可能需要根據實際情況對砂輪進行適當的修整,以保持砂輪的鋒利度和形狀精度。
精磨:半精磨完成后進入精磨階段。精磨時,磨削深度和進給速度都非常小,以獲得較高的尺寸精度和表面光潔度。砂輪按照精確的編程路徑對花鍵軸的齒側、小徑等部位進行磨削,使花鍵軸達到設計要求的精度和表面質量。在精磨過程中,需要密切觀察磨削情況,如有必要,可對磨削參數進行微調。
砂輪修整:在整個加工過程中,由于砂輪在磨削過程中會逐漸磨損,影響加工精度和表面質量,因此需要根據砂輪的磨損情況,適時使用修整器對砂輪進行修整。修整器可以將砂輪的表面修整成所需的形狀和尺寸,恢復砂輪的鋒利度和切削性能。
3.加工后處理
工件檢測:加工完成后,使用量具(如卡尺、千分尺、三坐標測量儀等)對花鍵軸的各項尺寸參數、形位公差等進行檢測,確保加工精度符合設計要求。同時,檢查花鍵軸的表面質量,是否有劃傷、燒傷等缺陷。
工件拆卸與清理:將加工好的花鍵軸從夾具上拆卸下來,清理工件表面的磨削屑和磨削液等雜質,對工件進行防銹處理,如涂抹防銹油等。
機床清理與維護:清理機床工作臺、砂輪罩等部位的磨削屑和雜物,對機床進行必要的維護保養,如添加潤滑油、檢查各部件的運行情況等,為下一次加工做好準備。
如果有任何疑問,請通過我們的網站信息聯系到上海鞍提仕機械設備有限公司。工程師會給你匹配高效的機床和專業的服務。
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。