

磨床的應用非常普遍,在現代工業生產中,許多零部件對尺寸精度、形狀精度和表面粗糙度的要求極高。例如,航空航天領域的發動機葉片,其工作環境惡劣,需要承受高溫、高壓和高速旋轉等工況。葉片的表面精度會直接影響發動機的性能和可靠性。復合磨床能夠在一次裝夾中完成多個面的磨削加工,有效減少了由于多次裝夾帶來的定位誤差。

最近,上海鞍提仕團隊接到了一家金屬軸承制造商的咨詢。客戶需要帶端面磨削裝置的數控內圓磨床。內圓磨削的主要尺寸 25mm-35mm,孔深 100 mm,端面為 35mm-70mm。根據客戶的需求,我們向客戶推薦了復合磨床CG-45。
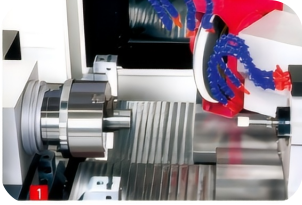
CG-45是一款高精度復合磨床,主要用于多行業工件我外圓\內圓\端面等一次裝夾,一體化磨削。
這是一款一次裝夾,實現內圓、內錐、外圓、外錐及端面復合一體磨削的復合磨床,標準配置為西門子數控系統,并備有眾多選購配件可供選擇,包括工作頭自動旋轉裝置、自動外徑測量裝置、自動端面測量裝置、磁鐵紙帶過濾裝置、油霧收集器等。

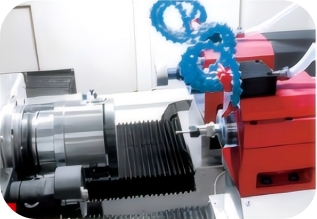
機器的砂輪頭可以模塊化組合
組合方式有:
 |
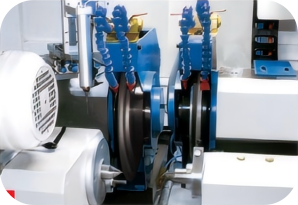 |
| 1.?斜進外圓研磨砂輪+內孔研磨砂輪 | 2.?雙外圓研磨砂輪 |
 |
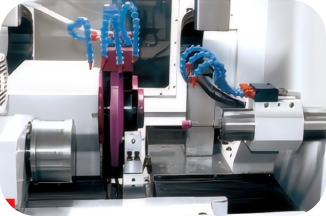 |
| 3.?雙內孔研磨砂輪 | 4.?斜進外圓研磨砂輪+內孔研磨砂輪 |
還可以根據客戶的加工需求定制3主軸或者4主軸,內圓主軸,外圓組合可根據實際加工情況來組合。
綜合特點
提供適合加工中小型工件的高精度磨削的復雜解決方案。
機床行業、汽車工程、工具與模具行業、航天航空業、氣動/液壓、電子/電氣工程、醫療技術、鐘表行業和訂單生產行業。
模塊化設計,可以選擇不同研磨砂輪主軸組合形式,以全面滿足加工的所有要求。控制系統界面使得操作和編程系統十分簡單友好易學,編程軟件在機床控制系統上直接編制工件磨削和砂輪修整程序,也可在一臺外部電腦上進行編程。
可加裝自動送收料系統,滿足產業化批量生產需求。
以下是該設備定制行程主要參數:
| 項 ?目 | 單 位 | 機型:CG45 | |
| 磨削最大外徑 | mm | Φ400 | |
| 磨削外徑長度 | mm | 200 | |
| 外圓砂輪尺寸 | mm | Φ405*32-60*127 | |
| 加工能力 | 磨削內徑范圍 | mm | Φ6-200 |
| 磨削內徑深度 | mm | 200 | |
| 工件最大長度 | mm | 260 | |
| 內孔砂輪主軸轉速 | rpm | 20000/40000(電主軸) | |
| 砂輪修整 | mm | 自動型 | |
| 數控系統 | 套 | 西門子 | |
| 砂輪主軸中心到地面高度 | mm | 1150 | |
| 工作
頭架 |
主軸轉速 | rpm | 0-1000 |
| X軸最快進給速度 | mm/min | 10000 | |
| X軸最小進給單位 | mm | 0.001 | |
| 工作頭旋轉角度 | Deg | +15~-5手動 | |
| 工作臺 | Z軸快速移動速度 | mm/min | 18000 |
| Z軸最小進給量 | mm | 0.001 | |
| 最大移動行程 | mm | 250 | |
| 馬達 | 外圓砂輪主軸馬達 | KW | 3.75 |
| 內圓主軸馬達 | KW | 3.0 | |
| X軸進給馬達(伺服) | KW | 1.5 | |
| Z軸進給馬達(伺服) | KW | 1.5 | |
| 頭架主軸馬達 | KW | 1.2 | |
| 冷卻水泵馬達 | KW | 0.37 | |
| 潤滑油馬達 | KW | 0.25*2 | |
| 其他 | 冷卻液箱容量 | L | 200 |
| 機器重量 | Kg | 6500 | |
| 設備尺寸(長*寬*高) | mm | 2300*2200*2000 | |
根據客戶的圖紙看,他的工件使用內圓+外圓兩主軸加轉臺來磨削就夠了,一軸磨內圓,一軸磨端面。
但是,客戶對內孔的要求很高,我們給客戶推薦了3主軸,一外圓主軸磨端面,一內圓粗磨主軸+一內圓精磨主軸磨內圓。目前,該建議得到了客戶的采納。
如果您有金屬磨削方面的需求,可聯系上海鞍提仕團隊,上海鞍提仕在金屬切割領域有著多年的經驗,會有專人和您對接探討。
您可以訪問我們的官網www.antsmachine.com
或者發送郵件至我們的郵箱contact@antsmachine.com
關鍵詞:磨床,復合磨床,內圓磨床
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。