

立式車(chē)床
鋸床
銑床
磨床
車(chē)床
鉆孔機(jī)
電火花線切割機(jī)
等離子激光切割機(jī)
刨插床
金屬成型設(shè)備


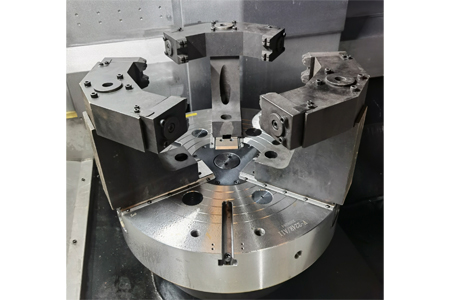

VTL-60LS/VTL-65LS雙工位數(shù)控立式車(chē)床
保修單 : 1 年機(jī)械保修
現(xiàn)貨
郵箱 : contact@antsmachine.com
(我們將在1小時(shí)內(nèi)回復(fù)您)
| 設(shè)備名稱 | 數(shù)控立式車(chē)銑復(fù)合 | 雙刀架數(shù)控立式車(chē)床 |
| 型號(hào) | VTL-65LS | VTL-60LS |
| 系統(tǒng) | 廣數(shù)988TD | 西門(mén)子828D |
| 行程 | ||
| X軸 | 300mm/300mm | 300mm/300mm |
| Z軸 | 600mm/600mm | 650mm/650mm |
| 加工能力?(Capacity) | ||
| 最大回轉(zhuǎn)直徑 | Φ750mm | Φ800mm |
| 最大車(chē)削直徑 | Φ650mm | Φ600mm |
| 主軸 (SPINDLE) | ||
| 主軸轉(zhuǎn)速 | 50~1500rpm(同步帶) | 50~1000rpm |
| 主軸電機(jī)功率 | 18.5Kw(直連) | 22Kw(直連) |
| 主軸端面形式 | A2-8 | A2-8 |
| 主軸軸承 | 日本NSK | 日本NSK |
| 主軸硬度 | HRC58-62 | HRC58-62 |
| 減速比 | / | |
| 卡盤(pán)和刀塔(Chuck &Automatic tool changer) | ||
| 刀架 | 臥式八工位 | 臥式八工位、排刀 |
| 卡盤(pán) | Φ500 | φ500 |
| 導(dǎo)軌?(SLIDE WAY) | ||
| X軸滾動(dòng)直線導(dǎo)軌 | 45mm | 45mm |
| Z軸滾動(dòng)直線導(dǎo)軌 | 45mm | 45mm |
| 滾珠螺桿?(Ball screw ) | ||
| 滾珠螺桿精度 | C3級(jí) | C3級(jí) |
| 導(dǎo)螺桿尺寸 | X1、Z1:φ50/X2、Z2:φ40 | X、Z:φ50 |
| 絲杠軸承 | NSK | NSK |
| 控制系統(tǒng)(Control System) | ||
| X馬達(dá) | 18NM | 22NM |
| Z馬達(dá) | 18NM | 22NM |
| 進(jìn)給速率?(FEED RATE) | ||
| X/Z快速進(jìn)給速率 | 16m/min | 16m/min |
| 機(jī)床精度?(ACCURACY) | ||
| 重復(fù)定位精度 | 0.008mm | 0.007mm |
| 定位精度 | 0.012mm | 0.01mm |
| 主軸端部軸向跳動(dòng) | 0.005mm | 0.008mm |
| 主軸定心軸徑向跳動(dòng) | 0.005mm | 0.005mm |
| 切削進(jìn)給速度 | ||
| 最小定位單位 | 0.001mm | 0.001mm |
| 4電力需求?(POWER REQUIRE) | ||
| 電源 | 3¢-AC 380V 50Hz±5% | 3¢-AC 380V 50Hz±5% |
| 設(shè)備其他參數(shù) (OTHERS) | ||
| 液壓泵站 | ||
| 毛重 | 11T | 11T |
產(chǎn)品詳情
1.底座、立柱、立柱滑板、滑塊等關(guān)鍵部件均采用優(yōu)質(zhì)灰口鑄鐵(HT300)制造。加強(qiáng)筋布局合理,每個(gè)部件都經(jīng)過(guò)回火處理,確保機(jī)床具有高強(qiáng)度和長(zhǎng)期精度穩(wěn)定性。
2.機(jī)床采用雙立柱結(jié)構(gòu)。底座上有兩個(gè)立柱,兩個(gè)立柱滑板和滑塊。電機(jī)置于兩立柱中間,有效節(jié)省空間,占地面積小。雙立柱可同時(shí)對(duì)工件進(jìn)行粗車(chē)和精車(chē)加工。在保證精度的前提下,有效提高客戶的加工生產(chǎn)效率,降低生產(chǎn)成本。
3.機(jī)床主軸部分為主軸單元,有效保證了加工精度和粗糙度。主軸單元內(nèi)軸承采用專用油脂潤(rùn)滑,安裝維修方便。與以往的油潤(rùn)滑相比,主軸單元的使用成本降低,轉(zhuǎn)速更高,更穩(wěn)定。
4、機(jī)床采用滾柱式直線滑臺(tái)。具有超高剛性和超重載能力。機(jī)床垂直和水平進(jìn)給運(yùn)動(dòng)的定位精度和承載能力大大提高。
5、機(jī)床主軸皮帶輪與主軸數(shù)控伺服電機(jī)皮帶輪采用皮帶直接連接,并配伺服電機(jī),無(wú)級(jí)變速,變速范圍廣。伺服電機(jī)可滿足零件粗加工和精加工對(duì)主軸轉(zhuǎn)速的不同要求。選用更大規(guī)格的電機(jī),消除工件切削量大和斷續(xù)切削對(duì)電機(jī)、工件和機(jī)床的影響。
6.縱向和橫向進(jìn)給均由伺服電機(jī)自動(dòng)控制。兩個(gè)方向都有鋼鐵護(hù)衛(wèi)。
7、機(jī)床縱橫向滾珠絲桿兩端均采用絲桿專用軸承支撐,大大提高和保證了機(jī)床對(duì)零件的加工精度。
8、機(jī)床采用電動(dòng)潤(rùn)滑油泵自動(dòng)間歇潤(rùn)滑各部位,保證各導(dǎo)軌副、滾珠絲桿副的潤(rùn)滑,可延長(zhǎng)各運(yùn)動(dòng)副的使用壽命。
9、雙柱機(jī)床刀柄在滿足工件加工要求時(shí),可采用雙臥式數(shù)控刀塔、單臥式刀塔單排刀或雙排刀。采用臥式刀塔,換刀時(shí)間短,可大大提高工作效率。
10、主軸上端可根據(jù)用戶要求配圓盤(pán)工作臺(tái)或液壓卡盤(pán)。主軸下端裝有回轉(zhuǎn)油缸。可采用回轉(zhuǎn)油缸控制工裝壓緊工件,或控制液壓卡盤(pán),減輕工人勞動(dòng)強(qiáng)度,提高效率。
獲取所需的產(chǎn)品報(bào)價(jià)
給出詳細(xì)的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在1小時(shí)內(nèi)回復(fù)您,請(qǐng)注意查收您的電子郵件。